Контактная сварка: что это такое и как она работает
Содержание
- 1 Принцип контактной сварки
- 2 Основные виды контактной сварки
- 3 Электротехнические требования к оборудованию
- 4 Конструкция и элементы машин контактной сварки
- 5 Как выбрать оборудование для контактной сварки
- 6 Типичные ошибки при работе и способы их избежать
- 7 Применение контактной сварки в промышленности
- 8 Заключение
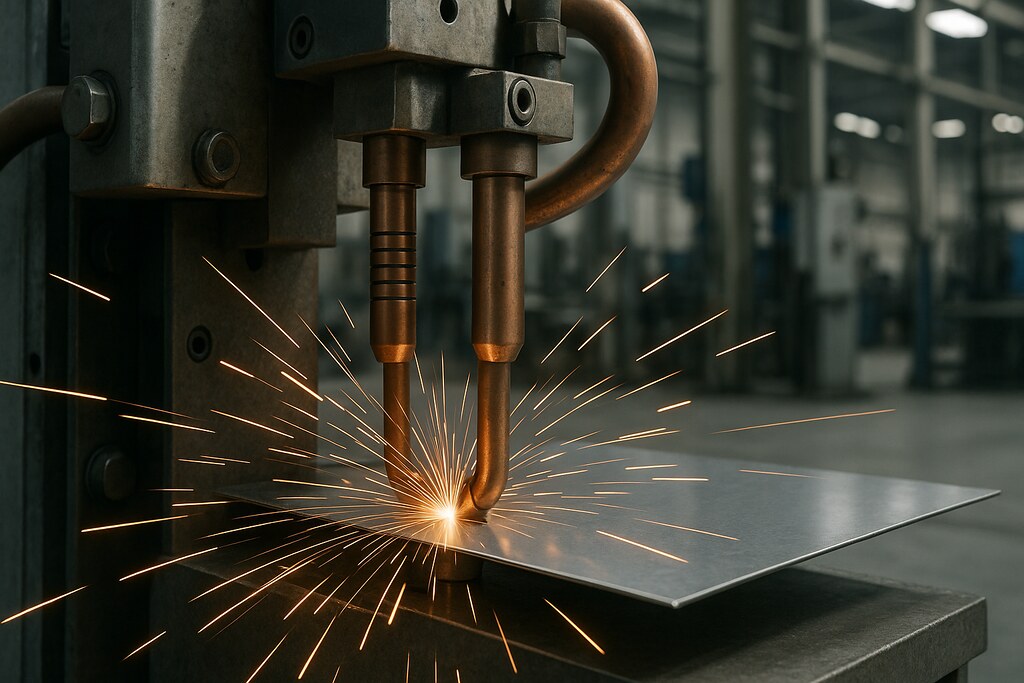
Контактная сварка — это способ соединения металлов, при котором детали нагреваются за счёт прохождения через них электрического тока и одновременно сжимаются механическим усилием. В зоне контакта выделяется тепло, металл размягчается, а после охлаждения образуется прочное, монолитное соединение.
Метод ценят за высокую скорость, повторяемость результата и минимальную деформацию деталей. Контактная сварка применяется в промышленности, производстве металлоконструкций, автомобилестроении и приборостроении. Она не требует присадочной проволоки или газовой защиты, поэтому остаётся одним из самых экономичных и стабильных способов соединения металлов.

Принцип контактной сварки
Принцип контактной сварки основан на том, что тепло выделяется в месте соприкосновения двух металлических поверхностей, когда через них проходит электрический ток. Под действием тока зона нагревается до пластичного состояния, после чего детали сжимаются, и формируется прочное соединение.
Процесс занимает доли секунд, что делает контактную сварку одним из самых быстрых методов соединения металлов.
Физика процесса (ток + сопротивление + давление)
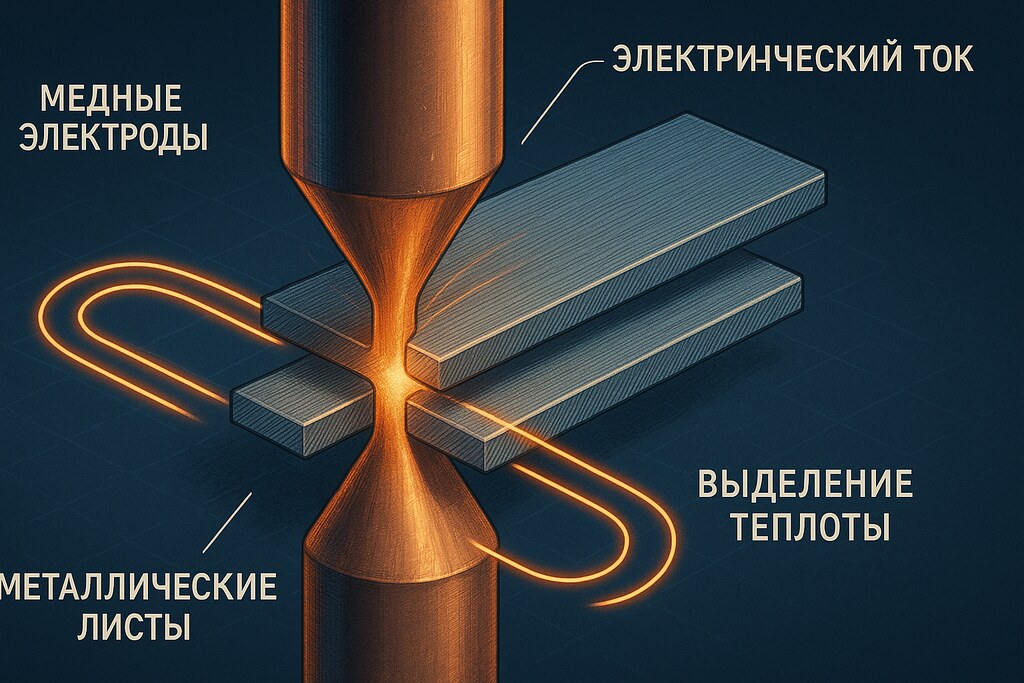
Контактная сварка работает благодаря сочетанию трёх факторов:
Электрический ток
Через детали проходит ток высокой силы. Он создаёт нагрев, достаточный для пластичного состояния металла, но не доводит его до полного расплавления, как при дуговой сварке.
Электрическое сопротивление
Основное количество тепла выделяется именно в зоне контакта. Это происходит потому, что сопротивление между двумя поверхностями выше, чем внутри цельного металла. Из-за этого нагрев концентрируется строго там, где нужно выполнить соединение.
Давление электродов
После нагрева на детали подаётся усилие. Давление формирует общий «ядро» сварного соединения, выравнивает структуру и предотвращает появление дефектов.
Именно баланс тока, времени и давления определяет качество результата.
Основные виды контактной сварки
Контактная сварка включает несколько технологий, каждая из которых используется для своих задач. Методы различаются способом подачи тока, формированием нагрева и характером соединения. Ниже — основные виды, применяемые в промышленности.
Точечная сварка
Точечная сварка создаёт соединение в отдельных точках. Электроды прижимают детали, пропускают через них ток, и в месте контакта формируется сварная точка.
Метод подходит для тонколистового металла, металлических корпусов, шкафов, вентиляционных элементов и автомобильных панелей. Преимущества — высокая скорость, минимальная деформация металла и низкая себестоимость операции.
Шовная сварка
Шовная сварка выполняется роликовыми электродами. Вместо отдельных точек формируется непрерывный сварной шов. Это удобно для изделий, где требуется герметичность или высокая механическая прочность.
Технологию используют при производстве баков, ёмкостей, труб, металлических оболочек и тонкостенных конструкций. Роликовые электроды обеспечивают равномерный прогрев и стабильное качество соединения на всей длине шва.
Стыковая сварка
Стыковая сварка применяется для соединения деталей торцами. Ток проходит через плоскость соприкосновения, металл нагревается, и после достижения пластичности детали сводятся усилием.
Этот метод используют для сварки труб, прутков, профилей и длинномерных элементов. Он обеспечивает ровный стык, минимальную зону термического влияния и высокую повторяемость результата.
Рельефная сварка
При рельефной сварке нагрев концентрируется в заранее сформированных выступах на одной из деталей. Эти выступы служат «точками контакта», где и происходит основное тепловыделение.
Метод применяют для крепления гаек, болтов, шпилек, контактов, кронштейнов и других элементов. Рельефная сварка удобна тем, что позволяет автоматически задавать геометрию будущих соединений и снижает риск деформации основной детали.
Электротехнические требования к оборудованию
Контактная сварка предъявляет повышенные требования к электротехнической части оборудования. От стабильности питания, правильного подбора трансформаторов и защитных систем зависит качество сварки, ресурс оборудования и безопасность работы.
Силовые трансформаторы
В основе любой машины контактной сварки находится понижающий трансформатор. Он снижает напряжение и обеспечивает высокую силу тока, необходимую для нагрева металла в точке контакта.
Ключевые параметры трансформатора:
-
номинальная мощность;
-
диапазон регулировки тока;
-
устойчивость к кратковременным перегрузкам;
-
качество изоляции и охлаждения.
От правильного выбора трансформатора зависит стабильность режима сварки и возможность работать с разными типами металлов и толщин.
Токовые характеристики
Контактная сварка требует токов от нескольких килоампер до десятков килоампер. На величину тока влияют:
-
тип сварки (точечная, шовная, стыковая, рельефная);
-
толщина металла;
-
материал (сталь, нержавейка, алюминий);
-
площадь контакта.
Ток должен подаваться строго контролируемо. Недостаток приводит к слабому соединению, излишек — к прожогам и перегреву электродов. Современные машины используют электронные блоки управления, которые позволяют точно задавать силу тока и время импульса.
Нагрузки на промышленную сеть
Оборудование контактной сварки создаёт значительные кратковременные нагрузки на электросеть. Поэтому важно:
-
проверять устойчивость сети к пусковым токам;
-
использовать отдельные линии питания;
-
применять кабельные линии нужного сечения;
-
устанавливать стабилизирующее и защитное оборудование.
При недостаточной мощности сети возможно падение напряжения, что ухудшает качество шва и снижает ресурс трансформатора.
Требования к электробезопасности
Контактная сварка относится к оборудованию повышенной опасности, поэтому применяются следующие меры:
-
надёжное заземление машины;
-
использование защитных автоматов и быстродействующих предохранителей;
-
качественная изоляция токоведущих частей;
-
регулярная проверка состояния контактов и кабелей;
-
применение систем блокировок и защиты от случайного включения.
Соблюдение электробезопасности снижает риск аварий и продлевает срок службы оборудования.
Конструкция и элементы машин контактной сварки
Машины контактной сварки устроены так, чтобы обеспечивать управляемый нагрев металла и стабильное давление на детали. Надёжность и точность работы зависят от качества каждого узла — от электродов до блока управления. Ниже рассмотрены основные элементы, которые формируют конструкцию оборудования
Электроды
Электроды — основная рабочая часть машины. Они подают ток на деталь и обеспечивают механическое давление. От формы и материала электродов зависит геометрия сварной точки и качество соединения.
Чаще всего электроды изготавливаются из медных сплавов, устойчивых к высоким температурам и нагрузкам. Их периодически затачивают или заменяют, поскольку рабочая поверхность постепенно изнашивается.
Электрододержатели
Электрододержатель фиксирует электроды и обеспечивает подвод тока. Он должен обладать высокой механической прочностью, устойчивостью к нагреву и минимальным электрическим сопротивлением.
К важным свойствам электрододержателя относятся:
-
надёжность фиксации;
-
хорошее охлаждение;
-
удобство регулировки положения электрода;
-
устойчивость к вибрациям и повторяющимся нагрузкам.
Качество электрододержателя напрямую влияет на стабильность сварочного процесса.
Токоподвод
Токоподводы соединяют трансформатор с электрододержателями и имеют критически важное значение, так как через них проходит ток очень высокой силы. Используются гибкие медные шинки, многожильные кабели или водоохлаждаемые токоведущие элементы.
Основные требования:
-
низкое сопротивление;
-
высокая гибкость (для подвижных узлов);
-
устойчивость к нагреву;
-
надёжные контактные соединения.
Плохой токоподвод приводит к перегреву, потере тока и нестабильности режима сварки.
Пневматика
В большинстве машин контактной сварки усилие на электроды создаётся пневматическим приводом. Он обеспечивает:
-
стабильное и регулируемое давление;
-
быстрый отклик;
-
равномерное прижатие деталей;
-
возможность точной настройки усилия.
Стабильность давления важна так же, как и стабильность тока: неправильное усилие приводит к прожогам, слабым точкам или деформациям деталей.
Контрольные блоки
Современные машины оснащены электронными блоками управления, которые регулируют:
-
силу тока;
-
время импульса;
-
режимы сварки;
-
давление;
-
последовательность операций.
Блоки управления позволяют сохранять программы, повторять режимы, снижать влияние человеческого фактора и обеспечивать стабильное качество.
Как выбрать оборудование для контактной сварки
Правильный выбор оборудования влияет на качество соединений и стабильность работы всей линии. Универсального решения не существует: каждая производственная задача требует своего подхода. Поэтому перед покупкой важно понимать, какие материалы предстоит сваривать, какие объёмы планируются и какие требования предъявляются к готовому изделию.
Типы работ
Для начала определяют, какие операции будут выполнять. Где-то нужна точечная сварка для тонких деталей, где-то — шовная для герметичных соединений. На стыковых машинах соединяют трубные заготовки и профили, а при рельефной сварке закрепляют гайки, шпильки и другие элементы. От этого зависит и конструкция машины, и её мощность, и форма электродов.
Металлы
Характеристики металла также играют большую роль.
Сталь обычно сваривается без сложных настроек. Нержавейка требует более аккуратного подхода — она быстрее перегревается. Алюминий же, наоборот, отводит тепло слишком активно, и машина должна выдавать больший ток и устойчивый импульс.
Поэтому важно заранее понимать, какие материалы войдут в рабочую программу.
Режимы
Хорошее оборудование позволяет гибко управлять процессом. Чем точнее регулируется ток, время импульса и усилие прижатия, тем стабильнее получается результат. Особенно это важно для участков, где нужно выдерживать одну и ту же точку сварки сотни или тысячи раз подряд.
Производительность
Если оборудование работает в потоке, внимание уделяют уже не отдельным характеристикам, а общей эффективности: насколько быстро работает цикл, как охлаждаются токоведущие элементы, как удобно обслуживать электроды. Эти мелочи напрямую влияют на скорость производства и качество готовых изделий.
Подобрать оборудование самостоятельно бывает сложно. Требуется учесть особенности металлов, режимы работы, нагрузки на сеть и конкретные задачи производства. Именно поэтому многие компании обращаются к специалистам, которые помогают подобрать машину под реальный технологический процесс.
Если нужна консультация и подбор оборудования под ваши условия, можно обратиться к экспертам Сварго Групп. В их каталоге представлено большое количество машин контактной сварки, а консультанты помогают выбрать оптимальную модель для конкретных операций и типов металлов.
Типичные ошибки при работе и способы их избежать
Даже при современном оборудовании контактная сварка требует внимательного отношения к режимам и состоянию рабочих узлов. Небольшие отклонения могут привести к слабым точкам, перегреву деталей или износу электродов. Ниже — основные ошибки, которые встречаются чаще всего, и способы избежать их на практике.
Перегрев электродов
Одна из самых распространённых проблем — постоянный перегрев электродов. Он приводит к их быстрому износу, изменению формы и ухудшению качества точки. Обычно это происходит из-за слишком большого тока или недостаточного охлаждения.
Чтобы избежать перегрева, важно:
-
следить за состоянием охлаждения;
-
периодически обслуживать токоведущие части;
-
выбирать режимы, соответствующие толщине и типу металла.
Если электрод перегревается регулярно — это всегда сигнал, что режим или конструкция узла требуют корректировки.
Недостаточный ток
Когда тока слишком мало, металл не успевает прогреться до пластичного состояния. Точка получается слабой, и соединение легко разрушить под нагрузкой.
Причины обычно простые: неверно выбран режим, падение напряжения в сети, плохой контакт в токоподводе или изношенный электрод.
В таких случаях проверяют:
-
правильность подключения;
-
состояние кабелей и шинок;
-
параметры сети;
-
форму и чистоту электродов.
Иногда проблема решается обычной чисткой контактных поверхностей.
Неправильный режим давления
Даже при хорошем токе и правильном времени импульса сварка может выйти некачественной, если давление на детали выбрано неправильно.
Слишком слабое усилие вызывает разбрызгивание и нестабильность точки.
Слишком сильное — мешает металлу прогреться и уменьшает ядро сварки.
Чтобы обеспечить стабильность, следует убедиться, что пневматика работает корректно, давление настроено под конкретный металл, а само оборудование регулярно проверяется на повторяемость усилия.
Правильные режимы и регулярное обслуживание значительно снижают вероятность ошибок. В производстве контактной сварки важна не только мощность оборудования, но и внимательное отношение к деталям.
Применение контактной сварки в промышленности
Контактная сварка широко используется в промышленности благодаря высокой скорости, низкой себестоимости и стабильному качеству соединений. Этот метод подходит для массового производства, где важно получать одинаковые по прочности и геометрии сварные точки или швы. Ниже — ключевые отрасли, где контактная сварка играет важную роль.
Автомобильная отрасль
Автопром — один из крупнейших потребителей контактной сварки. Кузов автомобиля состоит из множества тонколистовых деталей, и каждая из них соединяется точками или швами.
Точечная и шовная сварка позволяют работать быстро и повторяемо, а автоматизация делает процесс предсказуемым и безопасным. Роботы и конвейерные линии легко интегрируют контактные машины, что особенно важно при больших объёмах производства.
Металлоконструкции
В производстве металлоконструкций контактная сварка применяется для изготовления шкафов, корпусов, ограждений, электрических щитов, вентиляционных блоков и других изделий из листового металла.
Метод удобен тем, что не требует расходных материалов, практически не оставляет деформаций и позволяет контролировать качество каждой точки.
Производственные линии
Контактная сварка широко используется на сборочных линиях, где важна высокая скорость цикла. На производстве применяют:
-
рельефную сварку — для крепления гайек, шпилек, контактов;
-
точечную — для корпусных изделий;
-
шовную — для герметичных соединений.
Такие процессы легко автоматизируются, что снижает человеческий фактор и повышает стабильность выпуска.
Контактная сварка остаётся универсальным инструментом, который подходит для множества задач — от мелких деталей до крупносерийных изделий. Её эффективность делает этот метод одним из основных в современной промышленности.
Заключение
Контактная сварка остается одной из наиболее эффективных технологий для соединения металлов в промышленности. Её принцип заключается в том, что нагрев деталей осуществляется путем пропускания тока и последующего сжатия, в результате чего достигается образование прочного сварного ядра. Такой подход особенно полезен при работе с листами, плоскими пластинами, арматурой, трубопроводами, алюминиевыми и легированными сталями, никелевыми и другими сплавами, где требуется точное управление режимами плавления и оплавлением расплавленного металла.
Выбор оборудования зависит от диаметра деталей, их рельефа, размера контактной зоны и определенных условий среды, в которой осуществляется процесс. Установки для контактной сварки позволяют получить результат максимально быстро, с высоким уровнем качества шва. Отличие такого подхода в том, что сварщика освобождают от сложной предварительной подготовки, а вероятность ошибок не превышает минимальных значений.
Статья представляет собой краткое резюме ключевых особенностей контактной сварки. Она подчеркивает, насколько эта технология востребована в различных областях промышленности и как ее развитие влияет на повышение технической надежности, качества выполнения операций и долговечности готовых изделий.