Описание и виды твердосплавных пластин для токарных резцов
Содержание
- 1 Как установить отрезной резец
- 2 Виды и назначение отрезных резцов
- 3 Противопоказания
- 4 Типы пластин по разновидности твердого сплава
- 5 Резцы токарные контурные ГОСТ 26613-85
- 6 Режимы резания по металлу
- 7 Преимущества твердосплавных пластин
- 8 Классификация твердосплавных пластин
- 9 Пластины твердосплавные
- 10 Коронка для точечной сварки
- 11 Классификация токарных резцов по металлу: твёрдосплавные, со сменными пластинами, легированные
- 12 Как маркируют, и кто их производит?
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей KNUX пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.
Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.
Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Основные размеры
| Толщина,мм | Длина,мм | Ширина,мм | Угол,градусы |
|---|---|---|---|
| 12 | 40 | 22 | 18 |
| 10 | 32 | 18 | 18 |
| 8 | 28 | 16 | 26 |
| 14 | 42 | 24 | 20 |
| 14 | 40 | 24 | 18 |
Это интересно: Производство и использование сплава меди и цинка: познаем со всех сторон
Противопоказания
Противопоказания для операции делятся на две группы — относительные и абсолютные. К условным можно отнести беременность, психические отклонения пациента, сахарный диабет, цирроз печени, анемию, ожирение, бронхиальную астму, хронический пиелонефрит или гломерулонефрит. Абсолютными противопоказаниями являются:
- открытый перелом из-за риска заражения;
- тяжелые соматические заболевания, при которых человек может не перенести операцию (инфаркт миокарда, острая почечная недостаточность, инсульт туберкулез);
- сильная кровопотеря, приведшая к шоку;
- аллергические реакции на металл;
- выраженный остеопороз.
Типы пластин по разновидности твердого сплава
Режущие инструменты состоят из двух основных составных частей: режущей кромки и державки. Державка используется для крепления насадки к оборудованию, кромка предназначена для удаления стружки с заготовки и изготавливается из твердосплавных пластин. Эффективность процесса обработки металла зависит от множества различных факторов: материала насадки, типа используемого охлаждения, особенностей производственных этапов. Твердосплавные пластины могут изготавливаются из следующих разновидностей металлических сплавов:
- вольфрамокобальтовых (ВК3, ВК6, ВК8, ВК15, ВК20)– используются для нарезания металлических изделий с образованием стружки надлома. Подходят для обработки продукции из алюминиевых, медных сплавов, чугуна или пластмассы. Обладают высокими прочностными характеристиками, улучшенной износостойкостью;
- карбидотитановых (ТН20) – имеют низкую окисляемость и стойкость к воздействию высоких температур. Применяются при слабой нагрузке на насадку, получистовой металлообработке изделий из серого чугуна. Обладают более низкими прочностными характеристиками в сравнении с другими сплавами;
- титановольфрамокобальтовых (Т5К10, Т15К6, Т14К8, Т30К4) – используются при металлообработке сплавов с образованием сливной стружки. Обладают более низкой электро- и теплопроводностью в сравнении с остальными типами материалов, однако превосходят их по термоустойчивости, прочности, стойкости к окислению. Имеют высокую температуру сцепления с металлом, что дает возможность повысить износоустойчивость к воздействию образуемой скользящей стружки;
- титанотанталовольфрамокобальтовых (ТТ7К12)– имеют более высокое значение твердости и прочности, отличаются повышенными усталостными свойствами, термоустойчивостью (выдерживают до 900 градусов по Цельсию), стойкостью к окислению, воздействию существенных температурных и силовых механических нагрузок, низкими показателями ползучести. Могут использоваться в самых экстремальных эксплуатационных условиях.
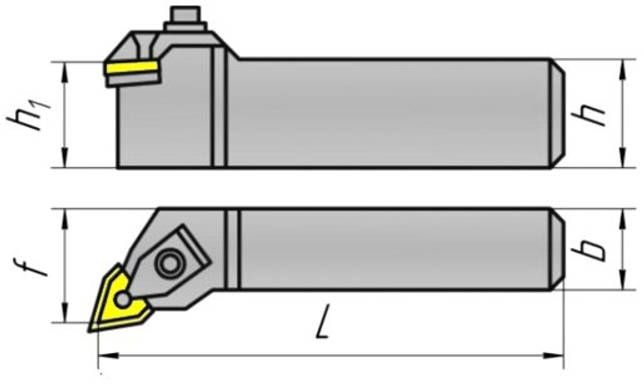
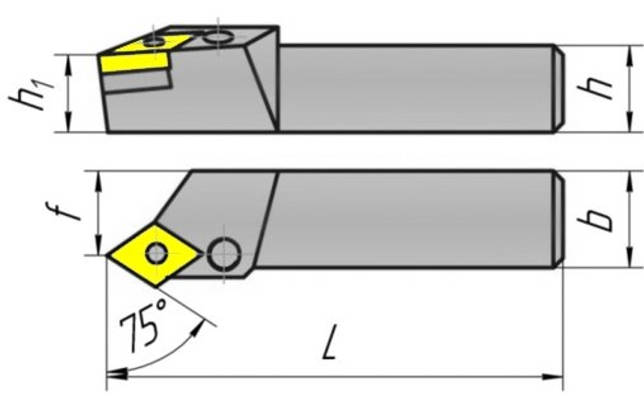
Резцы токарные контурные ГОСТ 26613-85
Наиболее часто используемый резец для чернового и получистового точения. Жесткая система крепления режущей пластины-М. Применяемая режущая пластина ломанный треугольник (тригон — W) c тремя режущими кромками.
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| K01.4933.000 MWLNR1616Н06 | K01.4933.000-01 MWLNL1616Н06 | 16 | 16 | 20 | 100 | 02114-060308 WNUM-060308 | 0,248 |
| -02 MWLNR2016К06 | -03 MWLNL2016К06 | 20 | 1125 | 0,368 | |||
| -04 MWLNR2020К06 | -05 MWLNL2020К06 | 20 | 25 | 02114-060308 WNUM-060308 | 0,418 | ||
| -06 MWLNR2020К08 | -07 MWLNL2020К08 | 02114-080408 WNUM-080408 | 0,420 | ||||
| -08 MWLNR2520M08 | -09 MWLNL2520M08 | 25 | 1150 | 0,470 | |||
| -10 MWLNR2525M08 | -11 MWLNL2525M08 | 25 | 32 | 0,840 | |||
| -12 MWLNR2525M10 | -13 MWLNL2525M10 | 02114-100612 WNUM-100612 | 0,855 | ||||
| -14 MWLNR3225P08 | -15 MWLNL3225P08 | 32 | 170 | 02114-080408 WNUM-080408 | 1,140 | ||
| -16 MWLNR3225P10 | -17 MWLNL3225P10 | 02114-100612 WNUM-100612 | 1,145 | ||||
| -18 MWLNR3232P10 | -19 MWLNL3232P10 | 32 | 40 | 1,505 | |||
| -20 MWLNR3232R12 | -21 MWLNL3232R12 | 02114-120612 WNUM-120612 | 1,520 | ||||
| -22 MWLNR4032R12 | -23 MWLNL4032R12 | 40 | 200 | 2,270 | |||
| -24 MWLNR4032R10 | -25 MWLNL4032R10 | 02114-100612 WNUM-100612 | 2,175 | ||||
| -26 MWLNR4040R12 | -27 MWLNL4040R12 | 40 | 50 | 02114-120612 WNUM-120612 | 2,800 | ||
| -30
MWLNR2525P08 |
-31 MWLNL2525P08 | 25 | 25 | 32 | 170 | 02114-080408 WNUM-080408 | 0,960 |
| -32 MWLNR1616Н06 | -33 MWLNL1616Н06 | 16 | 16 | 20 | 100 | 02114-060408 WNUM-060408 | 0,248 |
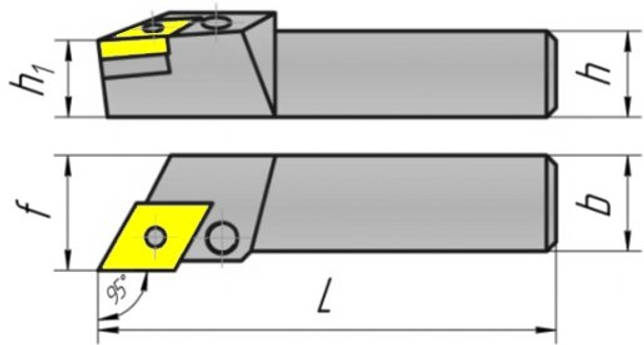
Резцы с ромбической режущей пластиной f=80°. Наиболее прменяемые для чистового контурного точения. Система крепления режущей пластины – Р (рычагом).
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| K01.4977.000 PCLNR2020К12 | K01.4977.000-01 PCLNL2020К12 | 20 | 20 | 25 | 125 | 05114-120408 CNUM-120408 | 0,406 |
| -02 PCLNR2525M12 | -03 PCLNL2525M12 | 25 | 25 | 32 | 150 | 0,741 | |
| -04 PCLNR3225P12 | -05 PCLNL3225P12 | 32 | 170 | 1,081 | |||
| -06 PCLNR3232P19 | -07 PCLNL3232P19 | 32 | 40 | 05114-190612 CNUM-190612 | 1,440 | ||
| -08 PCLNR4032R19 | -09 PCLNR4032R19 | 40 | 200 | 05114-190612 CNUM-190612 | 2,130 | ||
| -10 PCLNR4040R19 | -11 PCLNR4040R19 | 40 | 50 | 2,660 | |||
| -12 PCLNR2525H12 | -13 PCLNL2525H12 | 25 | 25 | 32 | 100 | 05114-120408 CNUM-120408 | 0,496 |
Резцы в основном варианте поставляются с режущей пластиной производства ОАО «КЗТС» г. Кировоград. Марка твердого сплава, форма стружколома, количество режущих пластин и фирма изготовителя режущих пластин оговариваются при заказе.
| Обозначение | h=h1 | b | f | L | Пластинырежущие | Масса, кг | |
| Правый | Левый | ||||||
| 2109-4008 PSBNR2020K09 | 2109-4008-01 PSBNL2020K09 | 20 | 20 | 17 | 125 | 03124-090308 SNMM-090308 | 0,406 |
| -02 PSBNR2020K12 | -03 PSBNL2020K12 | 03124-120408 SNMM-120408 | |||||
| 2109-4008-04 PSBNR2525M12 | -05 PSBNL2525M12 | 25 | 25 | 22 | 150 | 0,741 | |
| -06 PSBNR3225P12 | -07 PSBNL3225P12 | 32 | 170 | 1,440 | |||
| -08 PSBNR2525M15 | -09 PSBNL2525M15 | 25 | 150 | 03124-150412 SNMM-150412 | 0,741 | ||
| -10 PSBNR3225P15 | -11 PSBNL3225P15 | 32 | 170 | 1,440 | |||
| -12 PSBNR3232P15 | -13 PSBNL3232P15 | 32 | 27 | ||||
| -14 PSBNR3232P19 | -15 PSBNL3232P19 | 03124-190612 SNMM-190612 |
Режимы резания по металлу
Режим резания представляет собой набор величин, вычисляемые расчетным путем.
- Глубина, определяющая толщину снимаемого слоя за одну операцию. При обработке торца показатель глубины определяется диаметром детали, плоских деталей — используют длину.
- Скорость. Вычисляется путем умножения количества оборотов детали в минуту на ее диаметр. При этом учитывают тип выполняемой операции, вид инструмента, материал заготовки.
- Подача. Показатель движения резца за один оборот детали. После вычисления данные величины сравнивают с нормативными показателями, указанными в паспорте станка.
Также при расчете режима резания учитывают параметры токарного оборудования:
мощность, скорость вращения шпинделя и другие.
Преимущества твердосплавных пластин
Режущие пластины могут выполняться из различных сплавов. Их подбор проводится в зависимости от режима резания и типа обрабатываемого материала. Применяемые твердосплавные материалы характеризуются следующими преимуществами:
- Применение рассматриваемых изделий считается выгодным решением, так как при поломке или износе режущей части не нужно проводить замену всей конструкции. Замене подлежит исключительно рабочая часть.
- Рекомендуется выбирать вариант со сменной рабочей частью в том случае, если есть необходимость в автоматизации технологического процесса. Это связано с тем, что режущая кромка не изменяет свою форму и размеры. Даже незначительное отклонение может стать причиной изменения размеров.
- Применение твердосплавных пластин для резцов позволяет существенно снизить затраты. Это связано с тем, что рабочая часть обходится дешевле всей конструкции.
- Для замены рабочего элемента требуется относительно небольшое количество времени. Конечно, для некоторых инструментов требуется специальное оборудование.
- Надежность режущей части определяет то, что изделие можно применять даже в условиях интенсивной эксплуатации.
- При желании можно проводить переналадку положения рабочей плоскости.
- Практически все модели унифицированы, что существенно упрощает нахождение более подходящего варианта исполнения для конкретных условий обработки.
Пластины для резцов
Инструмент с напайками могут применяться для выполнения основных и вспомогательных операций. Кроме этого, особые свойства материала определяют то, что он может выдерживать воздействие высокой температуры и при этом не деформироваться.
Классификация твердосплавных пластин
Большинство режущего инструмента состоит из двух частей: державка и режущая кромка. Державкой резец крепится к станку, а кромкой непосредственно снимает стружку с заготовки. Именно, в качестве материала для режущей кромки и используются твёрдосплавные пластины.
Существует множество факторов, которые влияют на эффективность процесса резания. Это и материал заготовки, и серийность производства и тип охлаждения и т.д. В зависимости от этого существуют много разновидностей инструмента. Если упрощенно, то их классифицируют по виду сплава, из которого пластина изготовлена, и по способу крепления к державке. Рассмотрим теперь каждую категорию более подробно.
Виды пластин по типу материала
В большинстве случаев их изготавливают из:
- Вольфрамокобальтового сплава.
- Титановольфрамокобальтового сплава.
- Титанотанталовольфрамокобальтового сплава.
- Карбидотитанового сплава.
1. Твердосплавные пластины на основе вольфрама и кобальта рекомендуется применять для резания материалов, дающих стружку надлома. К данной категории относятся медные и алюминиевые сплавы, чугуны и пластмассы. Эта разновидности отличается повышенной износостойкостью и применяются при чистовом фрезеровании с максимально возможной скоростью резания, но глубина резания и подача при этом имеют достаточно низкое значение.
Все виды вольфрамокобальтовых пластин обладают высокими прочностными свойствами. Предел прочности на изгиб колеблется в пределах 1175-1470 МПа. Твердость достигает до 75 единиц по шкале Роквелла.
Повышение количества кобальта в составе пластин положительно влияет на их механические характеристики. В частности, происходит увеличение прочности на изгиб, пластичности и вязкости.
2. Пластина из титановольфрамокобольтового сплава предназначается для обработки резанием металлов, дающих сливную стружку. По сравнению с вышеуказанными пластинами, она имеет пониженную тепло- и электропроводность, но при этом опережает их по устойчивости к окислению, твердости и жаростойкости.
Также данные твердосплавные изделия отличаются повышенным значением температуры сцепления со сталями, что повышает их износостойкость к скользящей стружке. Все это позволяет добиваться более высоких скоростей резания.
Указанные твердосплавные пластины регламентируются по механическим свойствам ГОСТом 3882-74. Согласно ему, пластина способна выдерживать изгибающую нагрузку до 1666 МПа. Твёрдость ее составляет не менее 87 единиц HRA.
При увеличении процентного соотношения титана жесткость пластин падает, но повышается износостойкость. Повышение кобальта в составе способствует увеличению прочности и вязкости, но отрицательно влияет на износостойкость.
3. Пластинам на основе кобальта, тантала, титана и вольфрама свойственно повышенное значение твердости, которое равно 95 единиц HRA. Твердосплавные пластины, легированные танталом, выделяются улучшенными усталостными характеристиками при знакопеременных нагрузках, жаропрочностью и сопротивляемостью к окислению.
Данные твердосплавные пластины не теряют своих механических свойств до 900 ºС и обладают низким коэффициентом ползучести, что делает возможным их применение в самых тяжелых эксплуатационных условиях. Под этим подразумевается наличие большого диаметра среза, значительные температурные и силовые нагрузки.
4. Твердосплавная карбидотитановая пластина имеет самое низкое значение окисляемости и термостойкости, чем все вышеперечисленные твердосплавные пластины. Карбиды титана выполняют роль заменителя дефицитного вольфрама. По этой причине применение данного сплава целесообразно при несильной нагрузке на пластину. Его используют при получистовом фрезеровании серого и высокопрочного чугуна.
Данные твердосплавные пластины также имеют более низкие механические характеристики. Их предел прочности на изгиб равен 900 МПа. Твердость не больше 70 единиц HRC.
Пластины твердосплавные
Твердосплавные пластины – это сменный элемент металлорежущего инструмента используемого для высокоточной обработки заготовок. Они используются при точении, сверлении, зенкеровании, фрезерной обработке и других операциях значительно снижая экономические затраты в сравнении с применением цельного твердосплавного инструмента.
Конструкция и преимущества твердосплавных пластин
Конструкция твердосплавных пластин зависит от способа крепления и конфигурации резца. При болтовом креплении в пластинах имеется отверстие для крепежного элемента.
В зависимости от типа инструмента твердосплавные пластины для токарных резцов могут быть квадратными, ромбическими, трехгранными, пятигранными и т. д.
От количества граней зависит число режущих кромок и длительность эксплуатации.
Твердосплавные пластины изготавливаются путем прессования и термообработки порошков карбида вольфрама, карбида титана и других высокопрочных материалов. Помимо твердости пластины обладают высокой износо- и термостойкостью, способны сохранять свои свойства при температуре до +1150°С.
Основные эксплуатационные преимущества:
- Возможность использовать на одном резце наиболее подходящую пластину твердосплавную, вид которой наиболее подходит для материала заготовки. Это позволяет иметь съёмный набор для различных операций.
- Замена изношенной и разрушенной пластины обойдется намного дешевле, чем цельного резца. Применение съёмных пластин оправдано при мелко- и среднесерийном производстве, а также при частой смене номенклатуры изделий.
- Минимальное время замены пластины.
- Высокая надежность даже в условиях интенсивной работы.
- Унификация пластин для удобной замены и подбора под тип обработки и марку стали.
Классификация твердосплавных пластин
Для применяемых в современном производстве пластин твердосплавных классификация основана на нескольких признаках.
В первую очередь это способ крепления инструмента – напайка или механическое крепление. Второй способ обеспечивает быструю замену и возможность многократного использования пластин.
При напайке можно перевернуть изношенную часть пластины или использовать одноразовые многогранные элементы.
Также пластины различаются по типу сплава, определяющим их характеристики и сферу применения. Для черновой обработки часто используется оснастка из сплава ВК8.
Данный материал предназначен для работы с конструкционными сталями, серым чугуном и различными сложными в обработке сплавами.
Элементы выполненные из сплава Т15К6 чаще применяют для получистовой или чистовой обработки легированных и углеродистых сталей.
По форме пластины подразделяются на:
- Круглые.
- Квадратные.
- Ромбические.
- В форме параллелограмма.
- Трехгранные.
- Пятигранные.
Выбор твердосплавных пластин
Для обеспечения точности и качества токарных операций необходимо подобрать пластину требуемого материала, формы и размера
При этом очень важно учесть соответствие геометрии оснастки и размеров токарного резца или других металлорежущих инструментов. В первую очередь это влияет на возможность крепления пластины к основанию резца. Следующий важный момент, который необходимо учесть при подборе оснастки – это параметры материала обрабатываемой заготовки
Твердые сплавы имеют различный химический состав, определяющий их эксплуатационные характеристики. Каждый из материалов имеет свои преимущества, но в целом все используемые при производстве пластин сплавы можно разделить на две основных категории:
Следующий важный момент, который необходимо учесть при подборе оснастки – это параметры материала обрабатываемой заготовки. Твердые сплавы имеют различный химический состав, определяющий их эксплуатационные характеристики. Каждый из материалов имеет свои преимущества, но в целом все используемые при производстве пластин сплавы можно разделить на две основных категории:
- Сплавы с высокой стойкостью к механическим нагрузкам – вибрации, ударам и т. д.
- Термостойкие сплавы стойкие к повышенным температурам. Удобны для длительной работы.
Пластины из стойких сплавов более всего подходят для высокоскоростной обработки при большой нагрузке. Термостойкие оптимально использовать для снятия значительных слоёв металла.
В целом же, для профессиональной работы желательно иметь набор сменных пластин с наиболее востребованными геометрическими и технологическими характеристиками. Это позволит значительно расширить возможности обработки, сэкономить время и уменьшить финансовые расходы на производство.
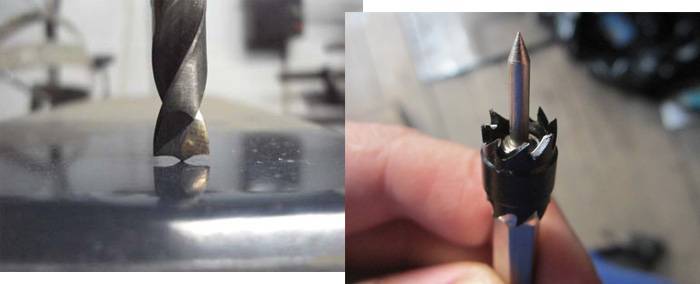
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий. Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.

Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Классификация токарных резцов по металлу: твёрдосплавные, со сменными пластинами, легированные
Обработка металлов на токарном станке заключается в придании детали нужной формы методом снятия лишнего материала с заготовки. Операция выполняется резцами различных видов, приспособленных под определенную процедуру. Больше всего существует видов токарных резцов. Далее вы узнаете, какие они бывают и чем отличаются.
Конструкция токарного резца
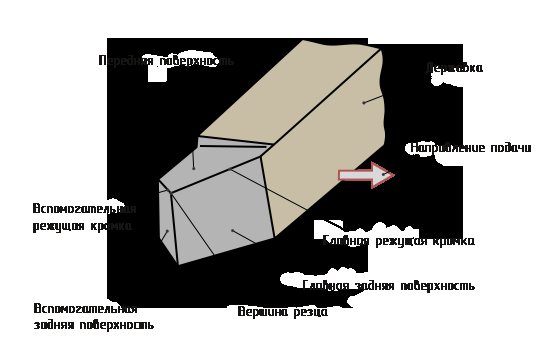 конструкция токарного резца Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
конструкция токарного резца Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
Державка необходима для фиксации резца в держателе токарного станка. В срезе державка представляет собой прямоугольник или квадрат. Существует несколько стандартных размеров сечений каждой формы.
Различают следующие конструкции токарных резцов:
- прямые — державка и рабочая головка располагаются на одной или параллельных осях;
- изогнутые — державка согнута, если смотреть на нее сбоку;
- отогнутые — рабочая головка инструмента изогнута по отношению к державке, если смотреть на нее сверху;
- оттянутые — ширина головки меньше, чем державки. Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Классификация токарных резцов
Согласно общепринятой классификации ГОСТ все токарные резцы по металлу делятся на следующие категории:
- с режущей кромкой из легированной стали — весь инструмент выполнен из единого куска металла. Они могут изготавливаться и из инструментальных типов сталей. На сегодняшний день используются редко;
- с твёрдосплавными напайками — рабочая твёрдосплавная кромка-пластина приварена к основе — головке. Это наиболее распространенный тип инструмента;
- с фиксацией твёрдосплавных пластин механическим способом — режущая пластина фиксируется на головке с помощью винтов, прижимов. Сменные твёрдосплавные пластины изготавливают из металлических и металлокерамических материалов. Это самая редкая категория.
Существует классификация и по направлению подающего движения:
- левые — подаются слева: если взять его в левую руку, основная рабочая кромка располагается под большим пальцем;
- правые — подаются к станку справа: если взять в правую руку, основная рабочая кромка будет под большим пальцем, более распространены на практике.
Как маркируют, и кто их производит?
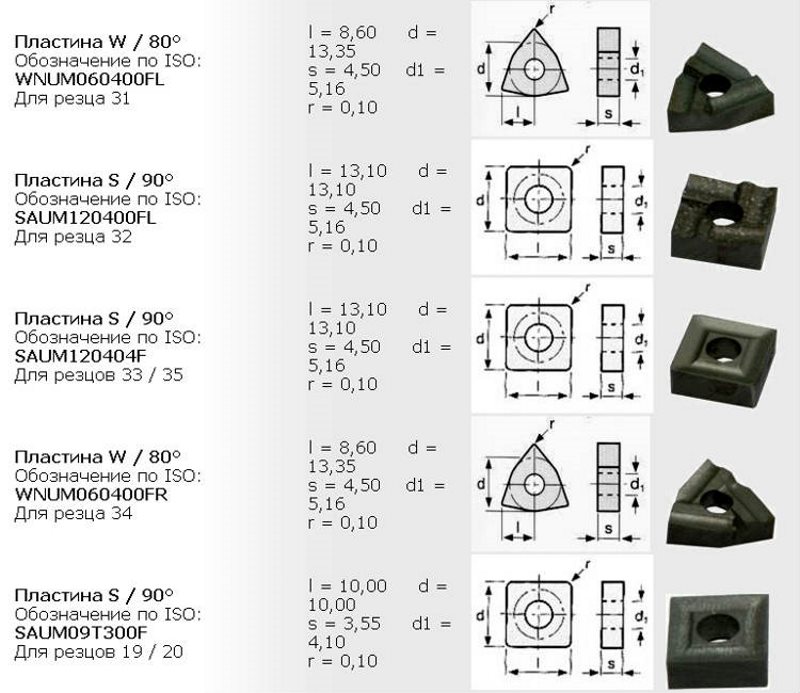
Маркировка пластины даёт информацию о составе материала изготовления, а также о форме, углах, длине режущей кромки, различных допусках и др.
Важно! Буквы и цифры в маркировке пластины всегда нужно расшифровывать слева направо.
Каждый символ обозначает конкретный показатель. Первая буква характеризует форму пластины, вторая — задний угол, третья — допуски по высоте, толщине и размеру вписанной окружности, а четвертая обозначает наличие стружкомола либо отверстия.
После букв идут цифры. Первые две определяют длину пластины, две следующие — толщину, и две последние — радиус угла. Две буквы после этого обозначают тип стружкомола, либо его отсутствие.
В последнем случае вместо двух букв написано «None». Наконец, самое последнее обозначение (подряд две буквы и четыре цифры) характеризуют сплав пластины.

К наиболее популярным производителям относятся производители из Украины — Новомосковский трубный завод и ООО «Инструмент-Сервис»; из Германии — Компания Proxxon и Компания BDS-Machinen; из Люксембурга — Компания Ceratizit.