Сваривание электропроводки
Содержание
Монтаж электропроводки — соединение проводников в распределительных коробках, щитовых, электрических шкафах, подключение к зажимам машин и аппаратов различного назначения по электрическим принципиальным схемам. Некачественное подсоединение может стать причиной неправильной работы или вовсе отсутствия работоспособности того или иного устройства, возникновения несчастного случая или пожарной ситуации. При соединении жил проводов и кабелей важно получить качественный и надежный контакт в месте соединения. В настоящее время, согласно требованиям ПУЭ, соединять жилы проводников электрического тока можно с использованием:
- клеммных колодок;
- специальных гильз (опрессовка);
- клемм пружинного типа;
- колпачками, изготовленными из особо прочного пластика;
- пайки;
- специальных орехов;
- с применением болтов;
- сварки.
Существует еще один способ – скруткой. Он является древнейшим и самым первым методом, с помощью которого соединяли провода. Теперь такой метод признан несовершенным и он запрещен основным документом, которым должны пользоваться в своей работе электрики – ПУЭ.
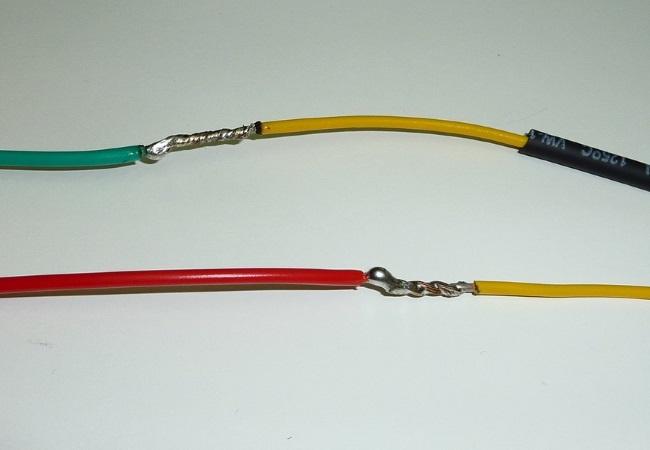
Самыми лучшими методами соединения жил проводников электрического тока являются сваривание и пайка. В обоих случаях получается неразъемное соединение, имеющее высокий показатель механической прочности и небольшое электрическое сопротивление. Применяют не только для соединения, но и оконцевания, а также ответвления жил проводников, выполненных их алюминия или меди. При этом жилы могут иметь одинаковое или разное сечение. Также могут соединяться жилы проводников, изготовленные из разных материалов.
Способы сварки жил проводников
На практике применяют такие способы сварки:
- контактный;
- газовый;
- термитный.
При сварке контактным методом необходимо совместное действие тепловой энергии и давления. Такое сочетание позволяет соединять жилы однопроволочных проводов, изготовленных из меди и алюминия, качественно и надежно. Для сварки используется специальный инструмент — клещи с двумя угольными электродами. Соединение может осуществляться с использованием флюса и без него. Сплавление концов жил в первом случае происходит при нагреве угольных электродов. На торцах проводников в результате контактной сварки образуется шарик застывшего металла. Без применения флюса соединение происходит в обойме. Она нагревается все теми же электродами. Источником энергии при таком методе сваривания является трансформатор, причем он должен иметь мощность 0,5 кВ·А, во вторичной обмотке напряжение 6, 9 или 12 В. Также возможна сварка с применением специального пистолета на полуавтомате ВКЗ-1 (выпускается отечественными компаниями). Его производительность — 3 соединения в мин.
 Газовая сварка, относящаяся к термическому классу (осуществляется тепловой энергией), используется для однопроволочных жил, выполненных из алюминия сечением не более 20 мм2. Применение этого метода с варки для проводников, изготовленных из меди, не допускается. В качестве горючего газа используется пропан-воздушная смесь или ацетилено-кислородная. Последняя смесь используется только для выполнения операции оконцевания, для чего еще помимо смеси понадобятся пластины из сплава АД31Т1 и наконечники специальной конструкции. Многопроволочные жилы сваривают в 2 приема — сначала сплавляют жилы в единое целое, а затем сваривают между собой.
Газовая сварка, относящаяся к термическому классу (осуществляется тепловой энергией), используется для однопроволочных жил, выполненных из алюминия сечением не более 20 мм2. Применение этого метода с варки для проводников, изготовленных из меди, не допускается. В качестве горючего газа используется пропан-воздушная смесь или ацетилено-кислородная. Последняя смесь используется только для выполнения операции оконцевания, для чего еще помимо смеси понадобятся пластины из сплава АД31Т1 и наконечники специальной конструкции. Многопроволочные жилы сваривают в 2 приема — сначала сплавляют жилы в единое целое, а затем сваривают между собой.
Термитная сварка осуществляется тоже с использованием тепловой энергии. Для осуществления такого вида соединения жил используют специальные патроны AТО, A и АТ, которые называются термитными. Состоят из кокиля и муфеля. При подборе конкретного патрона учитывают диаметр жил проводников. Перед сваркой жилы тщательно очищают от окисной пленки, обезжиривают и наносят флюс. Затем покрывают изнутри кокиль мелом или специальной краской. После этого устанавливают экраны и специальные охладители. Все уплотняют с помощью асбестового шнура и только после этого выполняют поджигание самого патрона. В процессе горения форма разогревается, в результате чего плавятся концы жил. В конструкции формы имеется специальный литниковый ход . Через него вводится присадочный пруток Ø 2 мм из чистого алюминия. На соединяемые жилы надевается втулка, выполненная из алюминия. Она не допускает подтекания металла и пережога, расплавляясь вместе с жилами. В результате получается прочное и монолитное соединение (сварка) проводников.
Технология сваривания
Для сваривания жил проводов и кабелей применяют сварочные аппараты инверторного типа, которые выпускаются отечественными и зарубежными компаниями в большом ассортименте. Их достоинства известны. Это малый вес и габариты, возможность носить аппарат на ремне, что позволяет выполнять работы в распаячных коробках и щитовых, установленных на любом объекте. Дуга горит устойчиво, зажигается при малых значения тока и сварочный ток регулируется в широких пределах. Кроме того, такие аппараты потребляют незначительное количество электрической энергии.
Технология сварки аппаратами инверторного типа включает в себя выполнение следующих операций:
- удаление изоляции на длину до 10 см;
- подготовку проводников. Провода зачищаются до металлического блеска. Для этого используют наждачную бумагу или кордовую ленту. При необходимости выполняют обезжиривание;
- скручивание жил. Они скручиваются между собой на длину до 5 см;
- присоединение кабеля массы сварочного аппарата к скрутке;
- установки ручки регулирования силы тока аппарата при напряжении 12 ÷ 36 В в необходимое положение. Величина колеблется в пределах от 30 до 90 А и зависит от сечения провода (указывается в технологическом процессе на проведение сварки);
- прикасание электродом сварочного аппарата (угольными) к скрутке выполняют не более чем на 2 сек. В результате образуется сварочная дуга, а на конце скрутки монолитное соединение;
- выдержку до полного остывания;
- выполнение изоляции полученного соединения. Для этого используют липкую ленту или трубку термоусадочную.
Кроме того, чтобы поверхность сварного соединения не окислялась в процессе эксплуатации, ее для надежности покрывают лаком. После этого выполняют изоляцию лентой ПВХ или специальным колпачком. Полученное соединение прослужит длительный срок и не будет разрушаться.
Выбор аппарата для сварки жил
Выбор конкретного аппарата для сварки жил проводников выполняют с учетом следующих факторов:
- какой материал он может сваривать (медь, алюминий или оба материала, включая их комбинацию);
- типа выполняемой работы (оконцевание, ответвление, соединение);
- какие жилы сваривает (одно- или многожильные);
- какие может сваривать сечения жил (одинаковое или разное);
- мощности;
- источника питания;
- места выполнения сварки (в квартире, на улице, в земле и т.д.).
 В настоящее время в электромонтажном производстве применяется достаточно много аппаратов, специально разработанных для сварки медных и алюминиевых жил.
В настоящее время в электромонтажном производстве применяется достаточно много аппаратов, специально разработанных для сварки медных и алюминиевых жил.
Лучшими считаются следующие аппараты инверторного типа:
- ТС-700-1, ТС-700-2 и ТС-700-3 (Россия). Первая модель сваривает скрутки до 16 мм в Ø и считается бытовой, а две другие — до 24 мм в Ø. В конструкцию входит 2 силовых кабеля — один для зажима скрутки (снабжен пассатижами), а второй – для зажима электродов;
- FUBAG IQ 160 (Германия);
- PFTRIOTMax Welder DC-200 C (США).
Эти аппараты характеризуются компактными размерами и расположены в переносной сумке, что позволяет выполнять работы в любом месте. В режиме сварки потребляют небольшую мощность. Комплектуются защитными очками, паспортом и инструкцией пользователя.





Здравствуйте! На вашем сайте Вы указали информацию о нашем аппарате для сварки скруток серии ТС 700-1,ТС 700-2 и ТС 700-3, который не имеет отношения к инвертору! Мы являемся разработчиками и производителями данного изделия. Просим Вас изменить информацию на сайте, . Ознакомьтесь с нашим ассортиментом на нашем сайте http://elektroprizma.ru. и давайте более точную информацию.
ООО Призма