Основные принципы и технологии гибки листового металла СПб
Содержание
- 1 Основные принципы гибки металла
- 2 Новые технологии в сельском хозяйстве
- 3 Способы гибки деталей из металла
- 4 Гибочные работы по металлу в «Кровля навсегда»
- 5 Разнообразие технологий
- 6 Самостоятельное изготовление станка
- 7 Изготовление гибочного станка своими руками со списком материалов и инструментов
- 8 Простые ручные
- 9 Самая популярная конструкция листогиба и ее улучшение
- 10 Этапы и последовательность технологии
- 11 Параметры гибки и их определение
- 12 Параметры гибки и их определение
Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла. Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки листового металла СПб заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются. Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод. Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
Новые технологии в сельском хозяйстве
Работа с металлом — многоступенчатый и трудоемкий процесс. Одним из его важнейших этапов является гибка. Сгибая лист железа, его легко можно деформировать. Соответственно, специалистам, работающим с данным материалом, нужно действовать как можно аккуратнее. Главное правило, которое следует помнить – радиус изгиба обязан быть равным толщине заготовки, в противном случае деталь может треснуть с внутренней стороны. Листовой металл гнут после разогрева. Если же у специалистов нет такой возможности, они сгибают металлические изделия, предварительно нанося на них поперечные риски. Такой хитрый маневр позволяет профессионалам существенно облегчить работу. Холодная гибка выполняется с помощью станков-листогибов. Полосовую же сталь и трубы нужно сгибать вручную. При работе с полосовой сталью зачастую используются тиски, в которых прочно закрепляют заготовку, а затем придают ей нужную форму, используя плоскогубцы и молоток. Такая процедура, как гибка труб, имеет свои особенности. Чтобы справиться с этой задачей, мастера используют изготавливаемые вручную хомуты. Также нужно учитывать, что при сгибании трубы могут треснуть. Однако такой неприятности можно легко избежать, засыпав внутрь изделия песок или вставив туда пружины, изготовленные из стали. Для работы с металлом используются современные специализированные гибочные станки. Чтобы с их помощью согнуть металл, его следует закрепить между прижимной и основной балками конструкции, а потом придать ему нужную форму, направив гибочную балку вверх или вниз. Поскольку изготовление металлоизделий постоянно совершенствуется, сегодня помимо гибочных станков профессионалы используют более сложное оборудование, посредством которого листы металла можно сгибать одновременно в нескольких плоскостях. Это можно считать большим шагом вперед, ведь ручная работа с металлом занимает массу времени и не всегда является эффективной. Кроме того, при ручной гибке очень сложно создать изделие, в точности отвечающее всем заданным параметрам. При работе с мягкими и твердыми металлами мастерам следует учитывать их особенности. Латунь, медь и незакаленную сталь можно подвергать обработке без предварительного нагревания. Что же касается закаленной стали и алюминия, то данные металлы в холодном виде согнуть невозможно, ведь иначе они могут попросту лопнуть.
Способы гибки деталей из металла
Можно выделить два основных способа гибки деталей из листового металла:
- «Воздушная», или «свободная» гибка, при которой между заготовкой и стенками матрицы V-образной формы остается воздушный зазор (этот метод используется чаще всего).
- «Калибровка», при которой деталь плотно прижимается к стенкам матрицы. Этот метод применяется в течение длительного времени, и в определенных случаях именно этот способ является предпочтительным.
Воздушная (свободная) гибка.
К ее достоинствам относится пластичность, к недостаткам – ограниченная точность.
Лист вдавливается на нужную глубину канавки матрицы по оси Y при помощи траверсы с пуансоном. При этом лист не прижимается к стенкам матрицы, между ними остается зазор. Таким образом, на угол гибки деталей из металла влияет положение оси Y, а не геометрия используемого инструмента.

Современные прессы имеют точность настройки оси Y в пределах 0,01 мм. Однако точно сказать, какой угол гибки соответствует определенному положению оси Y, невозможно, так как показатель зависит от различных факторов. На разницу в положении оси Y может влиять настройка хода опускания траверсы, свойства заготовки (толщина, предел прочности, деформационное упрочнение), состояние инструмента для гибки деталей из металла.
Среди достоинств свободной гибки можно отметить:
- Высокую гибкость, которая выражается в том, что один гибочный инструмент позволяет добиться любого угла, входящего в диапазон угла раскрытия V-образной матрицы (85°, 35°) и 180°.
- Меньшую стоимость инструмента.
- Необходимость приложения меньших усилий, чем при калибровке.
- Возможность выбора усилия: чем больше раскрыта матрица, тем меньшее усилие необходимо приложить. Увеличение ширины канавки в два раза требует приложения половинного усилия. Т. е. можно выполнять гибку более толстого металла при большем угле раскрытия с аналогичным усилием.
- Минимальные вложения, поскольку требуется пресс с меньшим усилием.
Впрочем, это теория. В действительности, сэкономленные на покупке пресса деньги могут быть потрачены на приобретение дополнительного оснащения, например, оси заднего упора или манипуляторов.
К недостаткам этого вида гибки деталей из металла относятся:
- меньшая точность углов обработки при работе с тонкими заготовками;
- вероятность неточного повторения при использовании материалов различного качества;
- невозможность выполнения специфических гибочных операций.
Воздушная гибка подходит для работы с листовыми металлами, толщина которых превышает 1,25 мм; для более тонких рекомендована калибровка.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Наименьший внутренний радиус гибки должен превышать толщину заготовки. Если технические требования предполагают равенство внутреннего радиуса толщине листа, то лучше воспользоваться калибровкой. Внутренний радиус менее толщины листа возможен только при работе с мягкими, легко деформируемыми материалами, к примеру, медью.
Получить большой радиус можно, используя пошаговое перемещение заднего упора. Если же необходимым требованием, помимо большого радиуса, является его точность и высокое качество, то воздушную гибку нужно заменить калибровкой с использованием специального инструмента.
Калибровка.
К достоинствам этого способа обработки деталей из металла относится высокая точность, к недостаткам – малая гибкость. На угол гиба влияет прилагаемое усилие и используемый инструмент: обрабатываемая заготовка плотно прижата к стенкам V-образной матрицы. Упругая деформация при этом равна нулю, угол гиба не зависит от свойств металла.
Сложность заключается в расчете необходимого усилия гиба. Надежнее всего выполнить пробную гибку короткого образца, воспользовавшись испытательным гидравлическим прессом.
Гибочные работы по металлу в «Кровля навсегда»
- Индивидуальный подход к каждому клиенту. Мы внимательно выслушиваем ваши пожелания, предложим интересные и выгодные решения.
- Низкая стоимость. Благодаря этому вы сэкономите на выполнении работ, но при этом вам не придется экономить на качестве.
- Профессиональный результат. Вы получаете продукцию, которая выдерживает внешние воздействия, долго служит и сохраняет эстетические характеристики.
- Простое сотрудничество. При необходимости мы берем на себя все вопросы, связанные с выбором материалов, разработкой эскизов и доставкой на ваш объект.
Позвоните нам по номеру прямо сейчас, чтобы получить бесплатную консультацию и индивидуальные условия!
Разнообразие технологий
В зависимости от ориентированности заготовки гибка делится на продольную и поперечную.
При продольной выполняется одна только гибка, а при поперечной металл дополнительно вытягивают и осаживают. Такие процедуры выполняются, например, при отгибании бортов, высаживании заготовок.
- Продольная выполняется на станках, предназначенных для обработки металла холодным способом.
- Поперечная используется, если необходимо обработать толстую заготовку, или в том случае, когда радиус искривления не слишком большой, а холодная обработка приведёт к появлению значительных напряжений в структуре.
Если возникает необходимость нагревания заготовки, имеющей большую площадь, нужно учитывать вероятность появления на ней кривизны: она возникает по винтовой и сферической поверхности.
Если нагревание не применяется, кривизна не образуется: её образованию препятствует способность металла пружинить. При поперечной гибке металл нагревается практически всегда.
огда обрабатываются заготовки, представляющие собой плоские листы металла, например, при изготовлении судовых корпусов, их изгибают в холодном состоянии без нагревания и без осаживания, используя для того специализированные прессы.
Когда обрабатываются кромки и проделываются отверстия, гибку производят в горячем виде: тогда при повышении температуры изменяется расстояние между отверстиями, а кромки при вытягивании и осаживание изменяют очертания.
Когда используют холодную гибку, сначала обрабатывают кромки, на следующем этапе проделывают отверстия, и лишь после этого заготовку сгибают.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.

Изготовление гибочного станка своими руками со списком материалов и инструментов
Для того чтобы самостоятельно сделать станок для гибки металлических листов, следует позаботиться о наличии:
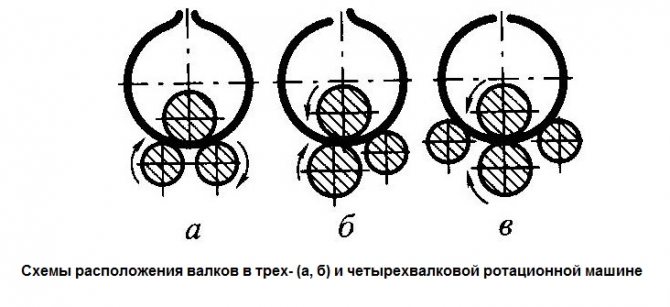
Схемы расположения валков в самодельной машине для гибки металла.
- уголка (80 мм);
- металлической балки (80 мм);
- петель;
- болтов;
- сварочного аппарата;
- струбцины;
- рукояток;
- стола.
- Первым делом изготавливается металлическая основа под самодельный станок. Для этого используют металлический профиль-двутавр.
- Далее, к верхней части балки прикручивается уголок — здесь следует применить болты. При сгибании заготовку надежно будет удерживать уголок.
- Под уголком привариваются петли (3 шт.), отлично подойдут те, что обычно крепятся к стальным дверям. Вторую часть петли следует приварить к повернутому в сторону профиля уголку.
- С помощью уголка (поворачивая его) выполняется изгиб металлического листа. Для удобного использования станка, сделанного своими руками, к уголку нужно приварить пару рукояток (800 мм).
- Для того чтобы прижать станок к столу, вам потребуются две большие струбцины. Открутив прижимной уголок, следует выполнить укладку заготовки, после чего уголок устанавливается на прежнее место.
- Снимать уголок при этом необязательно, приподняв его, вы вполне сможете уложить заготовку. Заготовка устанавливается между профилем и уголком. Далее, лист из металла выравнивается соответственно с краем уголка.
В завершение убедитесь, что все болты надежно затянуты, после чего, повернув траверсы, произведите сгиб заготовки так, чтобы в результате получился нужный вам угол.
Гибка толстых листов требует применения специальных станков, изготовленных на производстве.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Этапы и последовательность технологии
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1

Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
а при больших деформациях — более точное уравнение вида
Таблица 2

Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3

Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
 Гибка тонколистового металла Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка тонколистового металла Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.
Параметры гибки и их определение
Для выяснения принципиальной возможности гибки заготовки из конкретного металла или сплава требуется знать:
- Величину предельного радиуса гиба, и сравнения его с фактической толщиной деформируемой заготовки.
- Направление волокон прокатки.
- Исходное значение предела текучести металла.
- Допускаемые отклонения формы готового изделия после гибки.
 Гибка тонколистового металла Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка тонколистового металла Указанные исходные данные необходимы в случае гибки тонколистовых заготовок. Для гибки труб, а также некоторых видов профильного проката – круга, шестигранника, уголка и пр. – необходимо знать также допустимую относительную деформацию профиля после гибки.
Гибка металлов не относится к числу энергоёмких операций штамповки. Усилие процесса невелико, поэтому основным критерием для выбора деформирующего оборудования являются длина рабочей зоны обработки, и скорость перемещения деформирующего инструмента. Во многих случаях тонколистовая гибка заготовок возможна даже на ручных станках – профилегибах, трубогибах и т.д.
Из-за специфики деформирования металла во время его гибки процесс лучше проходит на оборудовании, которое имеет пониженное число ходов. Поэтому механическим кривошипным прессам часто предпочитают гидравлические. В частности, профилирование – разновидность полностью автоматизированного процесса неглубокой гибки.







