Споттер из сварочного аппарата своими руками
Содержание
Споттер – это сварочный агрегат, используемый специально для организации точечной сварки, а также позволяющий заниматься работами по рихтовке тонких листовых заготовок. Особо распространен этот вид сварки в мастерских, сотрудники которых занимаются рихтовочными работами, требующими предварительной разборки кузова. Использование споттера позволяет избежать обязательного демонтажа несущих частей автомобиля и выполнять рихтовку поверхностей, обходясь без обратного молотка (рисунок далее по тексту).

Применение «обратного» молотка
В данном случае сварочная процедура применяется с целью точечного закрепления на восстанавливаемой поверхности дополнительного держателя, потянув за который удаётся выправить имеющуюся вмятину.
Свойства точечной сварки
Конструкция этого устройства несколько отличается от типовых агрегатов с непрерывно горящей дугой. Изготовить споттер из сварочного аппарата своими руками можно лишь при условии знания основных принципов формирования рабочего тока. Дело в том, что при контактном методе сваривания разогрев происходит не путём расплавления металла, а путём концентрации тепла в точечной зоне между заготовкой и электродом.
В случае ошибочно выбранного режима контактного сваривания (при недостатке опыта у оператора) нередко наблюдается залипание электрода, что может привести к неприятным последствиям в виде КЗ или даже к поломке агрегата. Именно поэтому точечный сварочный аппарат изготавливается с тем расчётом, чтобы время сваривания было строго ограничено и не превышало секунды.
Помимо этого, такое устройство рассчитывается на небольшие значения действующего напряжения (поскольку розжига дуги в данном случае не требуется) и на значительные по величине рабочие токи. В связи с этим входящий в его состав трансформатор (ТТ) также должен выдерживать большие токовые нагрузки, достаточные для качественного прогрева места сварки.
Особенности переделки
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства. При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Типы сердечников
Сердечники, используемые в сварочных трансформаторах, могут иметь несколько различных исполнений (рисунок ниже).
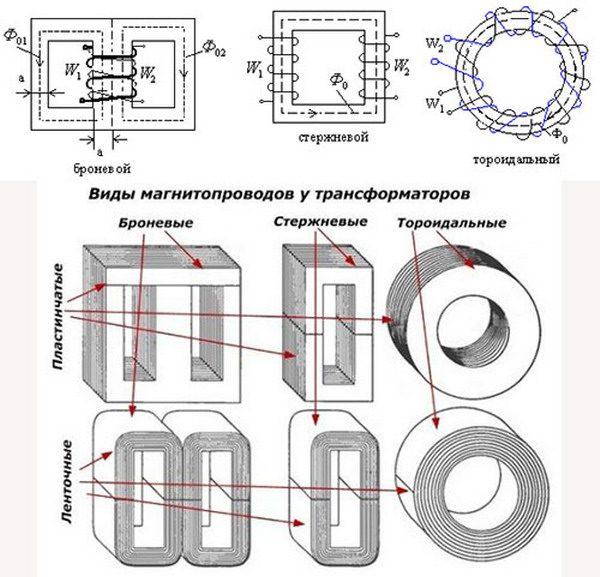
Типы сердечников
Среди них особо выделяются следующие типы ТТ:
- С так называемым «Ш-образным» или броневым сердечником;
- Со стержневым основанием (в виде буквы «О»);
- И, наконец, с сердечником, выполненным в виде тора.
Из всех перечисленных вариантов самым подходящим для рассматриваемых целей является трансформатор с тороидальным сердечником, имеющий небольшие габариты и сравнительно малый вес (смотрите рисунок далее по тексту).

Тороидальный трансформатор
Чтобы точечная сварка своими руками работала нормально, выходной ток агрегата должен быть не менее 1000 Ампер. Последнее означает, что в выходной обмотке ТТ должен использоваться достаточно толстый провод. Данному требованию полностью удовлетворяет выбранный вариант тороидального сердечника, поскольку места для размещения выходной обмотки в нём имеется предостаточно.
Вторичная обмотка
Выбор параметров
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности). При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²). Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков. После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков. В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.
Схемы обмотки и её размещение
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.

Схемы включения «вторички»
Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
Схема управления
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
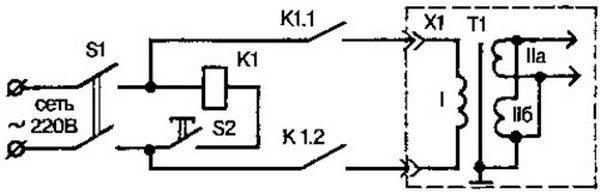
Простая схема коммутации
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
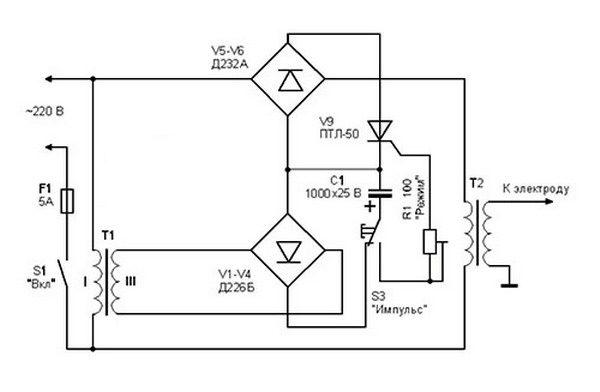
Тиристорная управляющая схема
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод. Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста. При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Трансформатор T1 может быть любого типа (с напряжением на вторичной обмотке 12 Вольт). Параметры тиристора должны удовлетворять условиям эксплуатации, то есть допускать его работу при напряжениях до 400 Вольт и токах не менее 50 Ампер. Для этих целей вполне подойдёт электронное изделие марки Т132-50.
В заключительной части обзора напомним, что сварочное оборудование типа «споттер» чаще всего востребовано при кузовном ремонте и подобных ему работах с листовым металлом. В связи с этим при выборе выходной мощности самодельного агрегата обязателен учёт толщины листового материала, с которым преимущественно предстоит работать.