Полуавтомат из инвертора своими руками
Содержание
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
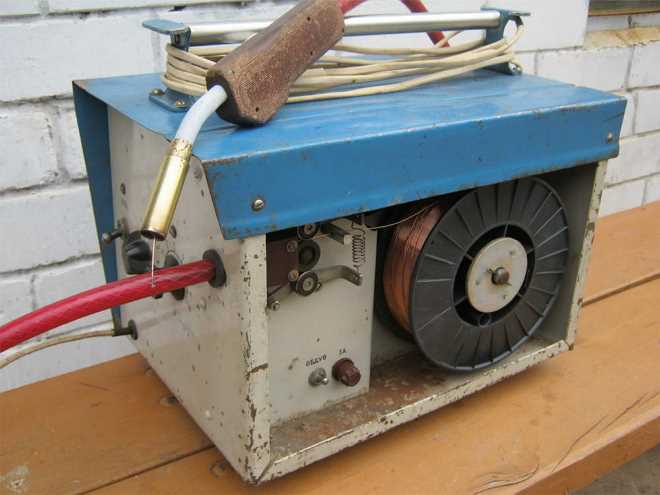
Внешний вид самодельного полуавтомата
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
Что нужно для переделки инвертора
Перед тем, как сделать сварочный полуавтомат своими руками, необходимо будет приготовить следующие функциональные модули и запчасти, обеспечивающие требуемую комплектацию сборного оборудования:
- Старый инверторный агрегат, рассчитанный на сварочный ток порядка 150 Ампер;
- Ещё один рабочий узел будущего полуавтомата – так называемая «горелка»;
- Специальный подающий механизм, с помощью которого можно будет организовать доставку к месту работы сварочной проволоки;
- Шланги, обеспечивающие подачу проволоки и защитного газа в самодельный сварочный агрегат (точнее в зону производства рабочих операций);
- Переделанная под новые нужды катушка с размещённой на ней специальной проволокой;
- Отдельный электронный модуль, управляющий функционированием всего самодельного устройства (включая преобразовательный трансформатор).
С полным комплектом узлов и модулей, необходимых для полуавтомата, можно ознакомиться на приведённом ниже рисунке.
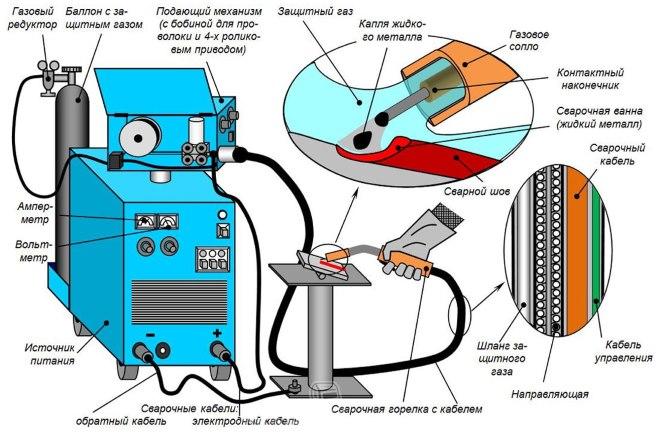
Комплект запчастей
Устройство агрегата
Рассмотрим самые важные части агрегатов, изготовленных своими руками из инвертора, более подробно.
Узел подачи расходного материала и горелка
Особое внимание при комплектации запчастями следует уделить основательной переделке устройства подачи проволоки, которая должна будет перемещаться внутри гибкого шланга.
Для получения качественного и аккуратного сварного шва скорость подачи проволоки должна быть синхронизирована с темпами плавления её рабочей части.
Так как при сварке полуавтоматом допускается применение нескольких типов проволоки, изготовленной из различных материалов и имеющей разный диаметр, скорость её поступления обязательно должна быть переменной величиной. Именно эту возможность должна обеспечивать так называемая «подача» расходного материала, которая организуется в соответствии с общими требованиями к любому инверторному агрегату.
При обустройстве полуавтоматической схемы чаще всего применяется расходная проволока сечениями 0,8, 1,0, 1,2 и 1,6 мм. Непосредственно перед началом работ она наматывается на заранее подготовленных катушках, которые фиксируются на элементах агрегата посредством простейшего крепежа. Полуавтоматическая сварка предполагает подачу проволоки «самоходом», что существенно сокращает время проведения всех операций и повышает эффективность этих процедур.
Используемая в полуавтомате горелка может быть взята целиком от неработающего сварочного агрегата этого же типа или же изготовлена самостоятельно в домашних условиях. Сразу оговоримся, что сделать горелку своими руками – совсем непростое занятие, требующее от исполнителя определённого опыта и наличия навыков в изготовлении подобных аппаратов.
Электронный управляющий модуль
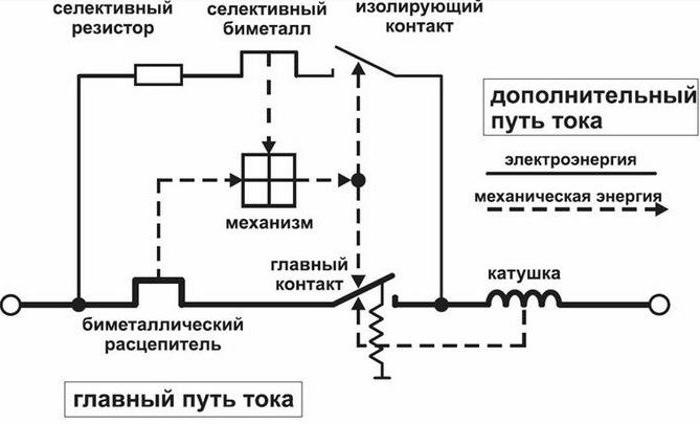
Электрическая схема сварочного полуавтомата представлена на рисунке ниже.
Электронная схема (блок управления)
Базовым элементом блока управления полуавтоматом является микроконтроллер, ответственный за выбор нагрузочного режима и за стабилизацию выходного тока. Помимо этого, в состав электронного блока входят следующие обязательные узлы и детали:
- Выпрямительный мостик на полупроводниковых диодах большой мощности;
- Ключевые транзисторные схемы;
- Дополнительный намоточный трансформатор;
- Корректирующие дроссели и катушки индуктивности.
Особое внимание в составе электронного модуля должно быть уделено намоточным индуктивным изделиям.
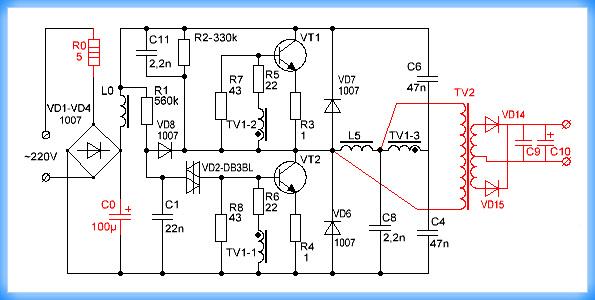
Известен упрощённый вариант инверторного агрегата, который принято называть «устройство от Саныча». Его схема приводится на размещённом ниже рисунке.
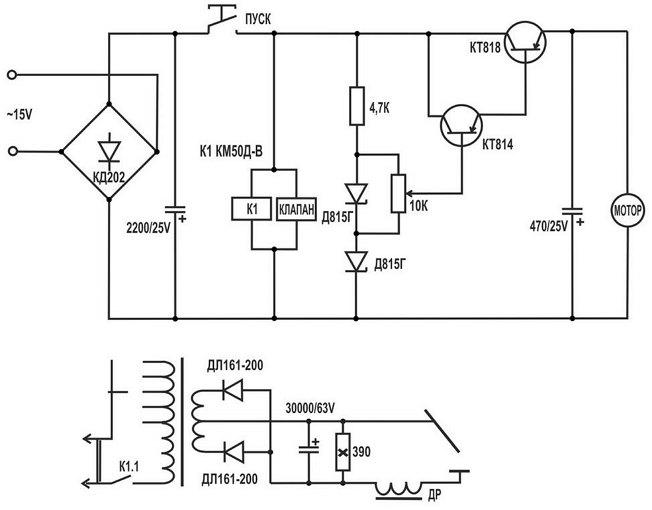
Схема упрощённого электронного модуля
Трансформатор
Ещё одним ответственным узлом полуавтомата, своими руками изготовленного из старого сварочного устройства, является трансформатор, который может быть взят от того же инвертора (с учётом небольшой переделки).
Для обеспечения требуемых характеристик инверторного трансформатора, полностью подходящих для полуавтомата, необходимо перемотать старую первичную катушку медной полоской с нанесенной на неё прослойкой из термоустойчивой бумаги.
Вторичную обмотку старого трансформаторного изделия также следует немного доработать. Для этого необходимо будет проделать следующие операции:
- Сначала нужно намотать катушку, состоящую из 3-х слоев жестяных полос, каждая из которых изолируется посредством фторопластовой ленты;
- Далее концы старой и только что намотанной обмотки нужно спаять, что обеспечит высокую проводимость всей катушки;
- Также нужно предусмотреть в наборе элементов, из которых собирается конструкция полуавтомата, небольшой вентилятор (он предназначается для дополнительного охлаждения устройства).
В качестве такого охлаждающего прибора, устанавливаемого в сварочные агрегаты, может использоваться вентилятор с вышедшего из строя старого ПК.
Сборка агрегата
Перед тем, как сделать полуавтомат своими руками, обязательно побеспокойтесь о проверке всех необходимых деталей старого инвертора. Кроме того, с целью улучшения теплового режима будущего устройства в нём необходимо предусмотреть дополнительные радиаторы, на которые монтируются выпрямители и силовые диодные ключи (фото ниже).

Силовые ключи на радиаторах
По завершении всех перечисленных выше процедур следует приступить к состыковке силового модуля с электронным блоком управления, после чего можно попытаться подключить его к сети и проверить в работе.
Настройка инвертора
Для проведения этой обязательной процедуры, прежде всего, необходимо к выходным клеммам преобразователя инвертора подключить щупы осциллографа, посредством которого можно будет исследовать форму промежуточных сигналов.
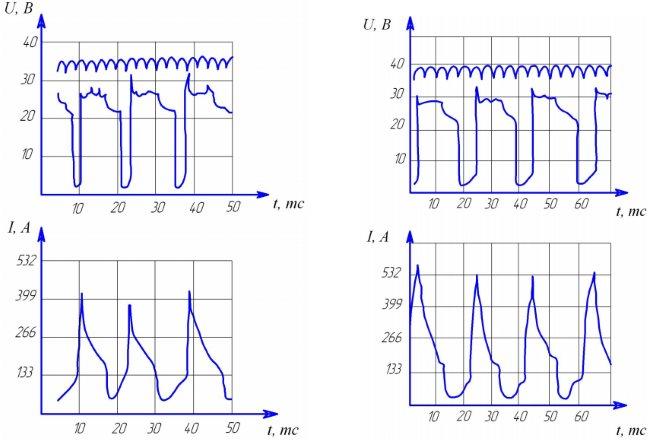
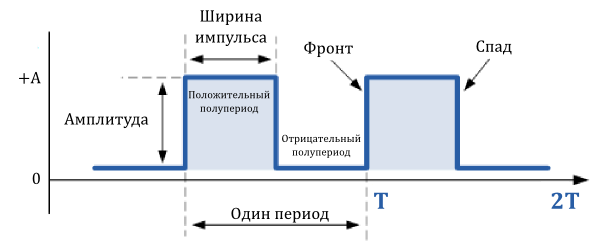
Эпюры напряжения на выходе преобразователя
Время между отдельными всплесками таких импульсов должно быть равно 1,5 мкс (оно может регулироваться за счёт изменения входного напряжения). Величина управляющего потенциала, подаваемая на вход преобразователя, измеряется обычно с помощью электронного вольтметра.
В процессе настройки системы преобразования необходимо также отслеживать форму наблюдаемых на выходе импульсов, которая должна приближаться к прямоугольной с фронтами длительностью не более 500 нс. При соответствии всех перечисленных выше параметров нормативным значениям можно перейти к настройке нагрузочной части инверторного устройства.
Формируемый на выходе работающего агрегата максимальный ток должен иметь значение порядка 120 Ампер (его величину можно будет замерить с помощью специальных токоизмерительных клещей). Помимо токовой компоненты, после включения прибора в работу обязателен контроль датчиков температуры, установленных в зоне расположения радиаторов.
На заключительном этапе запуска аппарата в эксплуатацию необходимо проверить его на работоспособность под нагрузкой. Для этого к сварочным проводам следует подключить достаточно «мощный» реостат с активным сопротивлением порядка 0,5 Ом.
Если подобранный для настройки реостат не обеспечивает получения нужной величины тока, его номинальное сопротивление следует подобрать опытным путём.
Опробование полуавтомата в работе
После запуска собранного своими руками полуавтомата на его индикаторном табло должно высветиться значение тока, соответствующее рабочей величине в 120 Ампер. Одновременно с этим следует проконтролировать показания датчиков, установленных на охлаждающих радиаторах самодельного изделия (температура в зоне их действия не должна превышать значения 100 градусов).
Также потребуется проверить диапазон регулировки величины выходного (нагрузочного) тока, который не может быть менее 20-160 Ампер.
В заключение отметим, что полуавтомат, изготовленный своими руками с соблюдением всех рассмотренных в данном обзоре правил, сможет прослужить своему владельцу достаточно долго. Его работоспособность и надёжность в значительной мере будут зависеть от качества используемых комплектующих и надёжности их сборки.